
Boiler is a subcritical, coal-fired, intermediate-reheat, forced-recycle boiler boiler, single-burner type arrangement, four-corner cut-and-burn, balanced ventilation, open-air layout, solid slag discharge, full steel frame suspension structure. Ignition and combustion support use 0# light diesel oil, the superheater adopts the first and second spray water desuperheating methods, and the reheater adopts the swing fire nozzle and water spray method to adjust. The boiler is equipped with 6 layers of coal burners and 3 layers of oil burners.
The steam turbine is a subcritical once-in-half reheat condensing steam turbine of Harbin Steam Turbine Works. The single-shaft, double-cylinder double-exhaust steam, high-medium compression cylinder, and low-pressure cylinder double flow.
The generator adopts a 300MW water-hydrogen-hydrogen turbine generator and self-excitation static excitation system produced by Harbin Electric Machinery Factory with the introduction of Westinghouse Technology. Model: QFSN-300-2.
The DCS of the decentralized control system adopts the XDPS-400 of China-made Xinhua Control Engineering Co., Ltd. XDPS is an abbreviation of XinHua Distributed Processing System. The western power plant is the first application of the XDPS-400 for the new 300 MW unit. The project was signed in July 2001. In December 2001, the control cabinet arrived and began installation. In April 2002, the project entered the commissioning stage. On September 12, 2002, Unit 5 was successfully connected to the grid. On November 1, 2002, the 168-hour full-load trial run of Unit 5 was successful.
Unit 5 passed the trial run to 168 hours, and there was no DCS cause unit tripping. No unplanned downtime occurred. There has been no DCS cause unit tripping since the handover production. The reliability of the domestic distributed control system fully meets the control and protection requirements of the 300 MW unit.
2. Control scope Shenzhen No. 5 and No. 6 units of the power plant continued the integration design of the first four units, and the scope of integration was wider than the previous project. DCS includes conventional data acquisition system DAS, furnace safety monitoring system FSSS, coordinated control system CCS, sequential control system SCS, steam electro-hydraulic control system DEH, small steam electro-hydraulic adjustment system MEH, turbine emergency trip system ETS, boiler bypass control system The BPC also includes the flue gas desulfurization control system FGDCS, the electrical control system ECS and the control of the common parts of the two units.
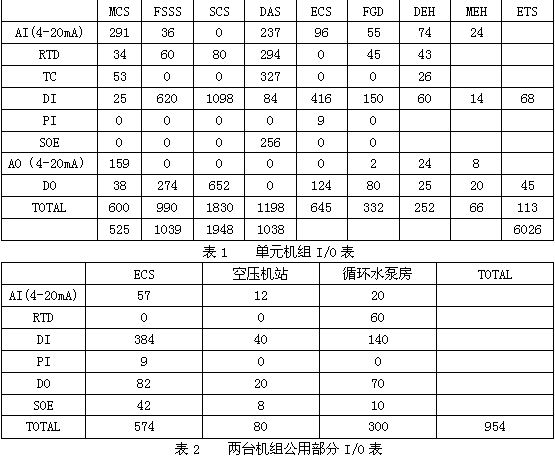
2.1 I/O Total Points The total number of I/O points for Units 5 and 6 reached 6065 points, and the common parts of the two units were 954 points. The specific point distribution is shown in Table 1 and Table 2.
2.2 DCS control electrical part control range of electrical access DCS a) Generator transformer group control object includes generator transformer group 220kV circuit breaker, isolation switch, main transformer cooler, generator magnetic field switch, AVR operation mode setting and adjustment, automatic Quasi-synchronous devices.
b) High-voltage plant power supply control objects include 6 kV power supply circuit breakers, 6 kV backup power supply circuit breakers, and transformer heat sinks.
c) Low-voltage plant power supply control objects include low-voltage factory transformer 6kV and 380V-side circuit breakers divided, and so on.
d) Auxiliary workshop low-voltage factory transformer 6kV side circuit breakers are divided and combined.
e) PC circuit breaker and MCC power supply circuit breakers are divided and combined.
f) Start and stop of the unit program-controlled motor.
g) Each power supply side circuit breaker of the security power system is divided into two parts and the start and stop of the diesel generator.
h) Control of the 220kV circuit breaker, isolation switch, transformer radiator and on-load tap changer.
i) The relevant safety measures for electrical switching operations, power-off operations, and latching functions between the relevant switches are implemented in the DCS.
3. Distributed Processing Unit DPU and I/O Cards 3.1 DPU Distributed Processing Unit DPU is a distributed processing unit, which is the process control station of XDPS-400 and the core of DCS. The DPU is a small industrial PC that uses Intel's Pentium 233 CPU, 32MB RAM, ISA bus board, and read-write permanent memory DiskOnChip24MB. Distributed processing unit (DPU) stores system information and process control strategies and data. It connects to MMI nodes and other DPUs through redundant real-time data networks and connects to I/O station nodes through I/O networks to provide bidirectional information exchange. Various control strategies, complete the data acquisition, analog adjustment, sequence control, advanced control, expert system and other functional requirements.
3.2 I/O card I/O station consists of chassis, I/O bus board, I/O station communication card, and I/O card. Each I/O station can install 14 cards. Among them, there are two I/O station communication cards and 12 I/O cards. The I/O communication card communicates with the redundant DPU. The I/O card is connected to the corresponding terminal board. The I/O station can be flexibly configured according to the different applications in the field. The I/O station and DPU are installed in the DPU cabinet. DPU cabinets are used with I/O terminal cabinets.
The XDPS-400 I/O card used in Units 5 and 6 of Shenzhen Western Power Plant is basically a newly developed card. It adopts surface mount SMT technology with an 8-bit CPU. The input/output signals are converted and processed within the card. carry out. Card types are: analog input card AI, analog output card AO, digital input card DI, digital output card DO, pulse input card PI, loop control card LC, servo control card LC-S, speed measurement Card MCP, servo valve control card VCC, I/O communication card BC.
4. System Configuration Unit The unit has a total of 23 pairs of DPUs, as shown in Figure 1 for a total of 21 pairs of DPUs, and two pairs of DPUs are used for communication interfaces with the peripheral PLC control system, such as boiler soot PLC, air preheater air leakage PLC and so on. The DCS system is divided by function, DAS system 3 pairs DPU, processing boiler measuring points, turbine measuring points, electrical switches and SOE. The FSSS system 3 pairs DPUs, processing common logic and CD oil layers respectively; AB oil layer and coal seam A, B, C; EF oil layer + coal seam D, E, F. The CCS system 3 handles the coordinated control and fuel control separately for the DPU; the single-loop regulation of the flue gas system and the furnace side; the soda system, the bypass, and the single-loop adjustment at the machine side. The SCS system 4 treats the DPUs separately for the A side fume system, the boiler water circulation pump and the furnace side miscellaneous items; the B side fume exhaust system, the electric pump and the electric door; the turbine side equipment A; and the turbine side equipment B. The DEH system 2 handles the basic control of the DPU separately; the turbine automatically starts the ATC. The MEH system 2 handles two small steam engines separately for the DPU. ETS system 1 pair DPU. The FGDCS system 1 pairs the DPU and is responsible for the flue gas desulfurization control system. The ECS system 2 handles the high voltage and low voltage electrical parts separately for the DPU.
Two pairs of communication DPUs are responsible for communication with peripheral PLCs. Mainly include boiler soot-blowing PLC, air preheater air leakage PLC, condensed water fine processing PLC, boiler ash removal PLC, air compressor PLC, continuous smoke emission monitoring system, boiler leakage monitoring system. Communication uses widely used, ready-made communication protocols such as TCP/IP, MODBUS, MODBUSPLUS or PROFIBUS.
The public system sets 4 pairs of DPUs. No. 5 and No. 6 public systems 4 pairs of DPUs, respectively, processing high and low pressure utility power utility systems and air compressors. The circulating pump room 2 pairs the DPU and processes the circulating pumps A, B and the circulating pumps C, D, respectively. The utility system sets up an engineer station without a separate operator station. It is controlled by the DCS operator station of the #5 or 6 unit and the gateway ICI sets the appropriate switch.
5. Network Structure The conventional network structure of XDPS-400 of Xinhua Company is 10M/100M Ethernet and complies with the IEEE802.3 standard. The IEEE 802.3 standard is a carrier sense multiple access (CSMA/CD) access method with collision detection and physical layer specifications. The XDPS-400 conventionally uses a civilian switch, usually a D-LINK switch bus connection or star interconnect. Industrial control using Ethernet has the following obvious advantages: low cost, good connectivity, and ease of porting to high-speed networks. The DCS of the power plant distributed control system has very high requirements for real-time control. In order to further improve the reliability of the DCS communication network, an industrial Ethernet switch from the German HIRSCHMANN company was selected through research and comparison of Ethernet switches. The self-healing and fault-tolerant performance of HIRSCHMANN's Industrial Ethernet switches in Germany can meet the DCS needs of distributed control systems.
The network structure of Units 5 and 6 in the Western Power Plant is shown in Figure 1. Each unit sets up a DCS control network. Its control includes the control of boilers (including flue gas desulfurization systems), turbines, generators and generators, and plant power. The backbone network segment uses 100M fiber Ethernet and the topology is a ring connection (logically a bus network). It is a redundant and fault-tolerant virtual ring network. The network has a self-healing function. In the event that a network node or a certain piece of fiber fails, the other nodes can still communicate normally. At the same time, it adopts redundant configuration and has greatly improved security compared with the traditional bus network.
The fiber-optic switch uses the RS2-FX/FX Fast Ethernet switch from HIRSCHMANN, Germany. Each fabric switch and two RS2-TX switches in the unit-unit network structure form a switch group. Each switch group can provide 16 RJ45 ports for external connection (that is, it can provide 8 pairs of DPU network connections). Each subsystem DPU has two network cards, which are respectively connected to A and B networks. The star interconnection is realized through the RS2-TX Ethernet switch. Taking into account the fact that there are few real-time network sites in the public system, it is advisable to adopt a star connection. Therefore, there is no fiber switch and the stations are connected via two RS2-TX switches.

Circulating pump room and flue gas seawater desulphurization control is far away, using fiber optic switch RS2-5FX/TX connection, and then access to the system through the optical transceiver. The C network is a non-real-time control network, so the low-cost D-LINK 24-port switch is used.
6. MMI human interface station XDPS-400 MMI human interface station uses WindowsNT as a platform. MMI includes operator stations, engineering stations, and historical data stations, all using the same hardware platform. The Western Power Plant MMI is equipped with 5 operator stations, 1 engineer station and a large screen system. The operator station uses NEC's 20.1-inch LCD. The large screen system of each unit includes the EOS splicing display system and four large screens. The large screen adopts BARCO's products and is the latest display technology of the 84-inch integrated polysilicon rear projection box ATLASCS4PSI-84. The EOS splicing display system is pre-installed with the operator station display software of the XDPS-400 system, and has access to drum level televisions, hearth flame televisions, and industrial TV monitoring systems.
The historical data station HSU stores all historical data, and the operator station OPU of the XDPS-400 does not store any data information. Historical trend charts, operational alarm messages, SOE, etc. all rely on the normal work of the historical data station. Western Power Plants Nos. 5 and 6 also adopted the PCI card GPS system for the first time. The program uses a GPS card and is installed in the PCI slot of the historical data station. The accuracy of the card and GPS can reach 1ms. The historical data station accepts the timing signal from the GPS and then time-checks all DPUs over the network.
The DCS system alarm display is divided into three levels of processing: the operator station is equipped with a constant alarm area to achieve regular alarms; all relatively important alarm signals can be popped on the big screen soft light plate; the most important alarm signal will be able to operate An alarm box pops up at the station and a voice alarm is issued at the same time.
7.0 Conclusions The XDPS-400 distributed control system is hardware-reliable, powerful in software configuration, and can fully meet the needs of newly-built 300 MW coal-fired generating units.
Investment casting technical flow process

The silica sol casting process also called precision investment casting process. It is a less cutting or no cutting casting process. It is an excellent technique in foundry industry. Its application is very extensive. It not only applicable to various types, various kinds of alloy and casting, and produce the casting dimension accuracy and surface quality is higher than other casting method, Even other casting method can not do the complex, high temperature resistant, not easy machining castings, all can be used for investment precision casting process.
The investment casting process, it is a process that use fusible materials make soluble model, and coated with several layers of tailor-made refractory coating on the surface, after drying and hardening become a whole shell, melt the shell model by steam or hot water. Then put the shells in the sand, filling dry sand in all round and modeling. Finally roasting it based on high-temperature in the furnace, the shell after roasting, and getting the casting part after pouring molten metal.
The investment casting process can produce High precision dimensional parts, generally can reach to CT4-6(sand casting is CT10-13, die casting is CT5-7). Due to the complexity of investment casting process, there are many factors influencing the casting dimension accuracy. Such as shrinkage of mold material, deformation of the casting, Shell heating and cooling line quantity change in the process, alloy shrinkage and deformation of castings in the solidification process. The surface finish of investment castings is higher than the ordinary casting, can reach to Ra1.6~3.2.
The greatest advantages of investment casting is casting parts have high dimensional accuracy and surface finish, so it can reduce the mechanical processing. The another advantage of investment casting method is that it can cast all kinds of alloy and complex casting part, special casting high temperature alloy casting part.
The precision of the Steel Casting Part: ±0.15mm~
Smoothness of surface of rough part: Ra6.4;
Shrinkage rate of steel investment casting products: 0.6%;
Material wastage rate: 5%;
General stainless steel casting part machining allowance: 0.7mm;
Surface preparation methods: Sand blasted, Shot blasting, Powder coating, Painting, Plating, Electrophoresis, Polishing.
Our company's production equipment and management system
CNC machining center: 8 sets AIGEMA A-8;
CNC lathe machine: 6 Guangzhou Machines and 7 Shenyang Machines;
Work days of one week: From Monday to Saturday;
Shift work: 2 shift per day;
Working hours: From AM 8:00 to PM 5:00;
2D and 3D drawing Software: AutoCAD, UG, Pro/E, SolidWorks 2013;
QC control: New type NANO CMM, FPI M5000 desktop metal analyzer, Easson projector, Mechanical properties tester.
The steel casting process and machining equipment:

Steel Casting Part
Stainless Steel Lost Wax Casting, Steel Casting Part, Steel Investment Casting Part, Steel Silica Sol Casting Part
NINGBO BEILUN LEMA MACHINERY TECHNOLOGY CO.,LTD , http://www.china-lema.com